Дипломная работа: Охрана труда при изготовлении узлов и приборов и при эксплуатации радиоэлектронного оборудования
ГОУВПО
«МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ
Н.П. ОГАРЕВА»
РЕФЕРАТ
на
тему:
«Охрана
труда при изготовлении узлов и приборов и при эксплуатации радиоэлектронного
оборудования»
по
курсу
«Безопасность
жизнедеятельности»
Саранск
2008
Содержание
1.
Охрана труда при сборке узлов радиоаппаратуры
1.1
Склеивание деталей и узлов
1.2
Пайка деталей и узлов
1.3
Сварка деталей и узлов
2.
Охрана труда при изготовлении радиоэлектронных изделий и приборов
2.1
Изготовление изделий методами литья и прессовки
2.2
Изготовление изделий из пластмасс
2.3
Изготовление деталей из керамики
2.4
Изготовление печатных плат
2.5
Изготовление полупроводниковых приборов и интегральных схем
2.6
Изготовление электровакуумных приборов
2.7 Изготовление
отдельных приборов и деталей
3. Требования техники
безопасности к радиоэлектронному оборудованию
Список использованных
источников
1. Охрана труда при
сборке узлов радиоаппаратуры
1.1 Склеивание деталей и
узлов
Подготовку поверхности элементов к
склеиванию проводят с помощью механической (гидропескоструйная очистка,
шлифование) или химической (травление, обезжиривание) обработки. Наиболее часто
при склеивании деталей используют клеи на основе фенолформальдегидных,
кремнийорганических и эпоксидных смол.
Фенолформальдегидные смоляные клеи
огнеопасны, выделяют пары фенола, формальдегида, растворителей, пыль также
токсична (содержит фенол); при работе с клеем возможно заболевание кожи рук,
раздражение дыхательных путей, расстройство пищеварения и др. Предельно допустимая
концентрация фенола - 0,3 мг/м3; формальдегида - 0,5 мг/м3.
К этой группе можно отнести клей 88, 88-Н; ВИАМ-Б-3 и др.
Кремнийорганический клей представляет
собой раствор кремнийорганических смол в органических растворителях, таких как
толуол, который является токсическим, действует на кровь, кроветворные органы и
центральную нервную систему. К этой группе клеев относится клей КТ-17.
Эпоксидные клеи являются токсическими.
Вредными являются клеи БФ, БФ-2, БФ-4,
состоящие из спиртового раствора фенольных и поливиниловых смол; термопреновый
клей; представляющий собой натуральный каучук, растворенный в бензине;
перхлорвиниловый - раствор перхлорвиниловой смолы в дихлорэтане и многие
другие.
Для устранения вредных выделений при
работе с клеями используется местная вытяжная вентиляция на рабочем месте. К
индивидуальным средствам защиты относятся: защитные очки, спецодежда, резиновые
или биологические перчатки, моющие средства и др. Необходимо строго соблюдать
личную гигиену.
1.2 Пайка деталей и узлов
Пайка - неразъемное соединение деталей с
помощью припоя. Наиболее часто применяемые припои — оловянно-свинцовые (ПОС-18,
ПОС-30, ПОС-40, ПОС-61) иПОСК-50,содержащий 32% свинца.
Процесс пайки сопровождается загрязнением
воздушной среды, рабочих поверхностей, одежды и кожи рук работающих свинцом, это
может привести к свинцовым отравлениям организма и вызвать изменения крови,
нервной системы и сосудов. В целях предупреждения отравлений свинцом участки
пайки оборудуются в соответствии с требованиями санитарных правил.
В помещениях, где производится пайка
припоем, содержащим свинец, во избежание попадания свинца в организм не
разрешается хранить личные вещи, принимать пищу и курить, а также стирать
рабочую одежду дома. Рабочее место пайки оборудуется местной вытяжной
вентиляцией, обеспечивающей концентрацию свинца в рабочей зоне не более
предельно допустимой - 0,01 мг/м3.
Для предотвращения ожогов и загрязнения
свинцом кожи рук работающих должны быть выданы салфетки для удаления лишнего
припоя с жала паяльника, а также пинцеты для поддержания припаиваемого провода
и для подачи припоя к месту пайки, если отсутствует автоматическая подача.
При монтажных работах, связанных с
опасностью засорения или ожога глаз, предусмотрена выдача работающим защитных
очков.
Для защиты от окисления мест пайки
применяют флюсы: канифольно-спиртовой при пайке припоями ПОС-40, ПОС-61 и
ПОСК-50, хлористый цинк при пайке и лужении припоями ПОС-18 и ПОС-30. Канифоль
раздражает кожу, может вызвать сыпь, а хлористый цинк может вызывать сильное
раздражение, прожигать кожу и слизистые оболочки.
Наиболее эффективными мерами,
предупреждающими профессиональные заболевания при пайке, являются механизация и
автоматизация паяльных работ, внедрение новых технологических процессов:
облуживание методом погружения, избирательная пайка и пайка волной припоя (с
применением печатного монтажа), что позволяет полностью исключить
соприкосновение кожи работающих со свинцом и флюсами.
Необходимо отметить, что при объемном
монтаже все чаще применяют метод накрутки провода на вывод с острыми кромками
без последующей пайки. Накрутка производится специальным пистолетом, что
создает десятикратную надежность соединения, и производительность такого
монтажа в два с половиной раза выше, чем при пайке. Этот метод исключает
вредные для здоровья испарения свинца, припоя, флюса и растворителей при
промывке места пайки.
Значительное число паяльных работ
выполняется вручную - паяльником, и для предупреждения профессиональных
заболеваний необходимо после окончания работы споласкивать руки однопроцентным
раствором уксусной кислоты, мыть их горячей водой с мылом, прополаскивать рот,
чистить зубы и принимать теплый душ.
1.3 Сварка деталей и
узлов
Сварка - неразъемное соединение деталей и
элементов аппаратуры при местном (общем) нагреве, пластической деформации в
результате установления межатомных связей в месте их соединения.
Наиболее распространена дуговая,
контактная, конденсаторная сварка, а также сварка электронным и лазерным лучом.
Дуговая сварка осуществляется
электрической дугой, температура которой достигает 6000° С, при напряжениях
переменного тока от 80 до 140 В, а в случае применения осциллятора - до 3000 В.
Поэтому для обеспечения безопасной работы при сварке необходимо выполнять
требования безопасности. Устройства для ручной дуговой сварки на переменном
токе должны иметь ограничители напряжения холостого хода, снижающие его на
выходных зажимах сварочной цепи до 12 В. Ограничитель напряжения холостого хода
снабжается световой сигнализацией о наличии опасного напряжения. Осциллятор
должен иметь блокировку, исключающую его включение при снятом защитном кожухе.
При сварочных работах воздушная среда
производственных помещений загрязняется сварочным аэрозолем: окислами марганца,
азота, озона, окисью углерода, что может привести к профессиональным
заболеваниям.
Основными профессиональными заболеваниями
сварщиков являются пневмокониоз; интоксикации марганцем, характеризующиеся
заболеванием центральной нервной системы, и электроофтальмия - поражение
слизистых оболочек глаз ультрафиолетовой радиацией электросварочной дуги.
Тепловое излучение дуги, приводящее к ожогам кожи лица и рук, вызывает
катаракту хрусталика глаза; видимые лучи дуги действуют ослепляюще на сетчатку
глаз.
Для создания нормальных условий труда при
сварке руководствуются Санитарными правилами. Для улавливания сварочного
аэрозоля рабочие места оборудуются местной вытяжной вентиляцией. Общеобменная
механическая вентиляция обязательна, если расход сварочных материалов на 1 м3
здания более 0,2 г/ч.
Электросварщик должен быть обеспечен
спецодеждой по нормам и светофильтрами по ГОСТ 9447-60. Так, для тока от 30 до
75 А принимают светофильтр типа Э1. Цвет стекла темный, марка его ТС-3.
Контактная сварка (точечная, роликовая и
стыковая) осуществляется местным нагревом или расплавлением металлов при
прохождении через небольшие площадки в месте контакта свариваемых деталей электротока
большой силы (напряжение до 42 В).
Контактные сварочные машины обеспечиваются
ограждениями, предохраняющими оператора от выплесков металла и искр и
позволяющими наблюдать за сваркой.
Машины для рельефной сварки должны иметь
устройства, обеспечивающие безопасную работу оператора (двухкнопочное
включение, фотоэлементы и др.).
При использовании конденсаторной сварки
для обеспечения безопасности работы установки должны иметь разрядные
устройства.
Электронно-лучевая сварка - это сварка
расплавлением материалов за счет тепла, создаваемого электронной пушкой,
работающей на постоянном токе при ускоряющих напряжениях до 70 кВ. Процесс
сварки сопровождается электромагнитными излучениями (от рентгеновского до
видимого). Сварка проводится в камере глубокого вакуума.
Основными опасностями являются: высокое
напряжение, рентгеновское и световое излучения, вредные выделения при сварке.
 Защита от источников рентгеновского
излучения должна производиться согласно требованиям безопасности при работах с
источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30
мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три
расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть
выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для
защиты глаз от светового излучения.
Защита от источников рентгеновского
излучения должна производиться согласно требованиям безопасности при работах с
источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30
мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три
расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть
выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для
защиты глаз от светового излучения.
При расчете защитных экранов следует
исходить из того, чтобы мощность дозы рентгеновского излучения на расстоянии 5
см установки не превышала 0,288 мР/ч при 36-часовой рабочей неделе.
В целях электробезопасности все
токоведущие устройства, находящиеся под напряжением, должны быть расположены
внутри заземленного металлического корпуса; электронно-лучевая пушка должна
иметь блокировку, отключающую электропитание при снятии заземленного колпака; в
источнике питания должен быть разрядник.
Лазерная сварка выполняется с помощью
оптических квантовых генераторов (ОКГ), которые позволяют получить
высоконаправленные пучки с большой плотностью энергии.
Поэтому основная опасность при лазерной
сварке - прямой или отраженный луч ОКГ, попадающий в глаз, что приводит к
повреждению сетчатки и роговой оболочки глаза, а также кожи век.
Другими опасными и вредными факторами
являются: высокое напряжение до 18 кВ зарядных устройств, питающих батарею
конденсаторов; загрязнение воздушной среды при разрядке импульсных ламп накачки
азоном, окислами азота и окисью углерода при сварке материалов.
Меры защиты предусмотрены Санитарными
нормами и Правилами устройства и эксплуатации лазеров (СНиПУЭЛ). При работе
лазерных установок применяются коллективные (организационные и технические) и
индивидуальные средства защиты. Правильная организация работ исключает
попадание людей в лазерно-опасную зону. Предусматривается постоянный контроль
работ и состояния здоровья персонала. В случае облучения глаз или кожи
лазерными излучениями выше предельно допустимых уровней, установленных СНиПУЭЛ,
надо немедленно обратиться к врачу и заполнить карту экстренного извещения.
Лазерно-опасная зона определяется
расчетными и экспериментальными методами, она четко обозначается и ограждается
стойкими непрозрачными экранами.
Излучающие головки с импульсными лампами
накачки должны иметь блокировку, исключающую возможность их вспышки при открытом
осветителе. Лампы накачки заключаются в светонепроницаемые кожухи, а
конденсаторы обеспечиваются разрядными устройствами.
Рабочие помещения сварки оборудуются
приточно-вытяжной вентиляцией, обеспечивающей предельно допустимые концентрации
вредных веществ.
2. Охрана труда при
изготовлении радиоэлектронных изделий и приборов
2.1 Изготовление изделий
методами литья и прессовки
При изготовлении радиоэлектронных узлов и
деталей широко применяются отлитые и прессованные заготовки-детали. В
результате литья и прессования работающие могут подвергаться воздействию ряда
опасных и вредных факторов.
В литейных цехах на шихтовых участках при
перемещении и укладке материалов и, в особенности, при разделке металлолома
возможны ранения и ушибы. Во избежание травматизма все трудоемкие работы должны
быть механизированы.
Для подготовки формовочных земель и
стержневых составов применяются бегуны. Во избежание травматизма бегуны должны
иметь индивидуальные электроприводы, а пусковое устройство должно располагаться
на том месте, откуда видна внутренняя часть бегуна.
Ручная и механическая формовка
производится с разливкой металла на общей площади формовочного плаца, где
формовщики подвергаются воздействию газа и опасности ожогов.
Для создания здоровых и безопасных условий
труда формовщиков применяется ступенчатый режим работы и отдыха в литейных
цехах рассеянного литья. Формовочные и стержневые пески должны обладать высокой
огнестойкостью и пористостью, иначе может произойти размыв форм и вытекание
металла, приводящее к ожогу.
В процессе разливки металла может
произойти взрыв, выплеск расплавленного металла. Во избежание взрыва и выплеска
металла приемочные ковши должны быть сухими и чистыми, не допускается оставлять
в них какие-либо остатки застывшего холодного чугуна или шлака. Ковши
заполняются металлом на 3/4 глубины.
При выбивке форм и очистке литья
выделяется пыль, следовательно, необходима эффективная вентиляция. Малые
отливки должны подаваться на рабочий стол, снабженный решеткой с нижним
отсосом. Крупные отливки необходимо помещать в накатную камеру полугерметичного
типа, оборудованную мощной вытяжной вентиляцией.
При обработке литья на наждачных станках и
пневматических зубилах должны применяться защитные кожухи и экраны, а также
защитные очки.
В производстве цветного литья для плавки
применяются преимущественно тигельные горны. При недостаточной механизации труд
по обслуживанию горнов весьма тяжелый, особенно при выгрузке тиглей. При резкой
подаче дутья возможны выхлопы пламени из топок. При плавке в воздух рабочей
зоны поступают аэрозоли применяемых металлов.
Процесс плавления бронзы сопровождается
испарением меди и свинца, а при плавлении латуни возникает опасность отравления
окисью цинка.
Получение силумина (сплав алюминия с
кремнием) сопровождается загрязнением воздуха аэрозолями окиси алюминия.
Для оздоровления труда литейщиков печи для
плавки оборудуются эффективной местной вытяжной вентиляцией, а участки - общей
приточно-вытяжной вентиляцией. Рабочие, занятые плавкой, должны обеспечиваться
спецодеждой, проходить периодический медицинский осмотр.
Для изготовления электроизоляционных
деталей применяются порошковые пластмассы (карболит, текстолитовая крошка и
другие), в которых содержатся фенолформальдегидные смолы. Формовка пластмасс
производится на прессах, при этом работающие могут подвергаться воздействию
пыли пластмасс, а при нагревании из пресс-порошков выделяются вредные
газообразные вещества - фенол и формальдегид, которые могут вызвать у
работающих профзаболевание. Во избежание этого прессы необходимо оборудовать
эффективной местной вытяжной вентиляцией, удаляющей газовыделения
непосредственно от мест их образования.
При работе на гидравлических прессах нужно
соблюдать определенную последовательность в их управлении. При пуске необходимо
вентилями сначала открыть сливную магистраль, затем магистрали низкого и
высокого давления. При отключении пресса вентили должны закрываться в обратном
порядке. Нарушение этой последовательности может привести к недопустимому
возрастанию давления в ретурных цилиндрах и вследствие этого к разрыву болтов,
манжет и других частей.
Для предотвращения аварии необходимо
устанавливать на пресс обратный клапан, а во избежание внезапного повышения
давления в сети устанавливаются предохранительные клапаны и специальные
компенсаторы.
При работе на прессах возможны травмы рук,
поэтому надо соблюдать требования безопасности.
Смену пресс-формы массой более 20 кг
необходимо производить с применением блоков, талей и др.
Введение таблетирования пресс-порошков
облегчает условия труда в цехах формовки пластмасс, так как устраняются пылевыделения
при развешивании, дозировке и уминании порошка. Процесс изготовления таблеток
должен быть изолирован и полуавтоматизирован.
Изготовление деталей методом литья
производится на специальном оборудовании.
2.2 Изготовление изделий
из пластмасс
При производстве радиоэлектронной
аппаратуры применяется большое число деталей из изоляционных материалов. Детали
изготовляются механически (резкой), при этом выделяется большое количество пыли
и продуктов разложения материалов в газообразной форме. При воздействии пыли и
газов могут появиться профзаболевания. Кроме того, при обработке материалов
возможны механические травмы (порезы, ушибы и пр.).
Участки механической обработки необходимо
изолировать от других участков цеха, для удаления пыли непосредственно из зоны
дыхания станки должны оборудоваться местной вытяжной вентиляцией. При наличии
большого числа станков применяется общеобменная вентиляция.
Для захвата пыли в месте ее образования
важную роль играет конструкция пылеприемников. На рисунке 1 показаны
пылеприемники, устанавливаемые на фрезерном и сверлильном станках.
Выбрасываемый воздух должен очищаться от пыли в пылеотделителях (циклонах,
электроциклонах и др.).
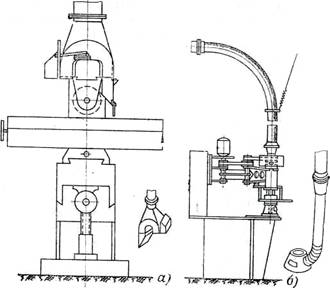
Рисунок 1 - Вентиляция при обработке
пластмасс на станках:
а - фрезерном; б - сверлильном.
При механической обработке слоистых
изоляционных материалов (гетинакса, текстолита и стеклотекстолита) можно
полностью создавать безвредные процессы путем автоматизации с удалением
оператора из зоны пылевыделений.
Дисковые пилы, применяемые для резки
листового изоляционного материала, также оборудуются местной вытяжной
вентиляцией. Во избежание пореза рук дисковая пила должна быть оборудована
приспособлением для регулировки режущей части в соответствии с толщиной
раскраиваемого материала.

 Технологические процессы,
связанные с применением стеклоткани, сопровождаются выделением мелкой
острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает
покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных
путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении,
оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать
приток на 10—15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом.
По окончании работы работающие должны принять теплый душ без применения мыла,
так как втирание мыла усиливает зуд.
Технологические процессы,
связанные с применением стеклоткани, сопровождаются выделением мелкой
острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает
покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных
путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении,
оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать
приток на 10—15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом.
По окончании работы работающие должны принять теплый душ без применения мыла,
так как втирание мыла усиливает зуд.
При механической обработке изоляционных
материалов следует применять средства индивидуальной защиты (респираторы и
очки) от выделяемой пыли.
2.3 Изготовление деталей
из керамики
При изготовлении радиоэлектронных приборов
широко применяются детали из керамики, для изготовления которых используются
порошкообразные материалы из окиси алюминия, углекислого бария, соединений
хрома и марганца, окиси бериллия, шамота и др.
В процессе изготовления керамики
проводятся измельчение керамических материалов и приготовление масс, литейные
работы, обжиг изделий, токарная обработка и шлифование, металлопокрытие и др.
Все перечисленные технологические операции
сопровождаются большим выделением пыли, которая неблагоприятно воздействует на
организм работающих.
Кварцсодержащая пыль может вызвать
заболевание - силикоз. Пыль и пары марганца проникают в организм через
дыхательные пути. При длительном воздействии марганца могут возникнуть тяжелые
изменения центральной нервной системы; расстройство речи, замедление движений,
затрудненная походка, понижение памяти, апатия и др.
Окись хрома может вызвать язвенные и
атрофические процессы на слизистой оболочке носа. При попадании хрома на кожу
могут образоваться глубокие и медленно заживающие язвы.
Окись бериллия, применяемая для получения
вакуумной керамики, обладает чрезвычайно токсичными свойствами. Попадание окиси
бериллия в легкие может вызвать тяжелое заболевание - бериллиоз. Попадание
мелких частиц бериллия в ссадины, ранки кожного покрова может привести к
развитию длительно не заживающих язвочек.
При токарной обработке и шлифовке керамики
воздушная среда загрязняется аэрозолями керамической пыли и эмульсии.
Загрузка исходных материалов в
дробильно-размольное оборудование и выгрузка их должны быть механизированы и
герметизированы и производиться при включенной вентиляции.
Подготовка компонентов для приготовления
керамических масс, перемещение материалов от одного агрегата к другому и
загрузка их должны быть механизированы. Ручной труд можно допускать только при
очистке и сортировке глины, талька и спека.
Размол хромисто-марганцевых и других
порошков в шаровых, валковых и других мельницах необходимо производить мокрым
способом и при полной герметизации. Увлажнение должно производиться под
вытяжкой.
Просев молотых материалов и порошков
должен производиться механизированным способом на виброситах или в ситах
закрытого типа. Сита независимо от конструкции должны быть заключены в
герметичные кожухи и присоединены к системе вытяжной вентиляции. При небольших
объемах работ допускается ручное просеивание в вытяжном шкафу, скорость
движения воздуха .в котором должна быть не менее 1,5 м/с.
Взвешивание порошковых материалов
необходимо проводить в вытяжном шкафу с нижним отсосом со скоростью движения
.воздуха в рабочем проеме 0,7-1,0 м/с.
Прессовку керамических изделий из порошка
производят на прессах, работа на которых должна производиться с соблюдением мер
безопасности.
В производстве керамики литейным способом
необходимо приготовление литейных шликеров.
Разгрузка горячего шликера должна
производиться, как правило, механическим способом, допускается вручную в
опытном производстве. При разгрузке вручную операции выполняются не менее чем
двумя рабочими в спецодежде и защитных очках. Переноску горячего шликера
необходимо осуществлять в закрытой таре с ручкой.
Заливка шликера в литьевую машину и
перемешивание должны быть механизированы. В случае же ручной заливки работающие
должны надевать двойные хлопчатобумажные перчатки, рукава халата застегивать и
пользоваться воронкой во избежание расплескивания шликера.
Для предотвращения выплескивания горячего
шликера из литьевой машины работающие должны строго соблюдать технологический
процесс, на машине должен быть установлен щиток (ограждение из прозрачного
оргстекла).
Предварительный и окончательный обжиг
керамических деталей, а также обжиг капсюлей производится в газовых и
электрических печах.
Помещение печного участка должно быть
оборудовано приточно-вытяжной вентиляцией, обеспечивающей не менее трехкратного
обмена воздуха в час. Печи должны быть оборудованы местными отсосами в местах
загрузки и выгрузки. Скорость движения воздуха в рабочем проеме отсоса должна
быть не менее 1 м/с.
Конструкция печей должна удовлетворять
требованиям максимальной автоматизации и механизации технологического процесса
(подъем дверок и крышек окон, загрузка, выгрузка и перемещение изделий в печах
и т. п.).
Срезка литников с керамических деталей на
токарных станках должна производиться с соблюдением правил при холодной
обработке металлов. При обточке больших изделий применяются люнеты.
При опиловке и полировке изделий на станке
должны применяться приспособления, обеспечивающие безопасное выполнение обеих
операций (щитки, экраны и др.). Полировочные, токарные и другие станки должны
быть оборудованы пылеотсосами.
В процессе зачистки, обдува и шлифовки
может выделяться много пыли и других аэрозолей, неблагоприятно воздействующих
на организм работающих.
Участок зачистки и обдувки деталей после
обжига должен находиться в отдельном помещении и быть оборудован
приточно-вытяжной вентиляцией. Зачистка керамических деталей от засыпочного
материала должна производиться в боксах, оборудованных местной вытяжной
вентиляцией, с применением щеток, хлопчатобумажной ткани и др.
Обдувка деталей от засыпочного материала
должна производиться в боксах с минимальными проемами для рук и внесения
деталей, оборудованных местной вытяжной вентиляцией.
Шлифовка керамических изделий должна производиться
мокрым способом. Если по технологии необходима сухая шлифовка, то станки должны
оборудоваться местной вытяжной вентиляцией.
Работающие на станках с абразивным
инструментом должны хорошо знать меры безопасности при работе на данных станках.
При работе на токарном станке со
шлифовальной бормашиной особое внимание следует обращать на крепление абразива
и состояние ограждения бормашины.
Во избежание поражения электрическим током
электротермическую резку необходимо производить в диэлектрических перчатках,
стоя на резиновом коврике (напряжение не должно превышать 42 В).
Процесс металлизации керамики заключается
в обезжиривании, травлении, горячей промывке и гальваническом покрытии. Все
рабочие места должны быть оборудованы местной вытяжной вентиляцией в
соответствии с требованиями СНиП II-33-75.
В процессе приготовления суспензий для
металлизации керамики и нанесения на керамику неблагоприятное воздействие на
организм оказывают пары органических растворителей (амилацетат, ацетон и др.),
которые не только токсичны, но и пожаро- и взрывоопасны.
Большую опасность представляет работа с
цианистыми электролитами, применяемыми при дополнительном наращивании серебра
или меди электролитическим путем. Учитывая все вредные и опасные факторы,
участки для изготовления керамики следует выделить в отдельные помещения, оборудовать
общей приточно-вытяжной вентиляцией, местными отсосами обеспечивающими чистоту
воздуха с содержанием пыли и паров вредных веществ в концентрациях, не
превышающих предельно допустимые нормы.
Особое внимание следует уделять мерам безопасности
при изготовлении бериллиевой керамики. Все оборудование, производственные
помещения и технологические процессы должны отвечать требованиям санитарных
правил при работе с бериллием и его соединениями. Станочное оборудование, предназначенное
для механической обработки бериллиевой керамике должно быть полностью
изолировано от других участков и оборудовано местными вытяжными устройствами со
специальными насадками обеспечивающими полное удаление образующейся пыли.
Металлизацию необходимо проводить в боксах
со скоростью движения воздуха в рабочем проеме не менее 1 м/с.
При вжигании в бериллиевую керамику металлизированного
слоя в атмосфере водорода необходимо строго соблюдать технологический режим -
не допускать переувлажнения водорода и повышения температуры в печи, так как
это может привести к образованию газообразных соединений бериллия. Перед
выгрузкой деталей необходимо производить продувку печи азотом не менее 30 мин
для удаления аэрозолей окиси бериллия. Все оборудование, на котором
производится обработка бериллиевой керамики, должно быть оборудовано фильтрами,
которые очищают воздух, поступающий в производственное помещение выбрасываемый
в атмосферу.
2.4 Изготовление печатных
плат
При изготовлении многослойных печатных плат
(МПП) производится механическая обработка слоистых пластиков (резка, пробивка
отверстий). Работающие на обработке слоистых пластиков должны соблюдать правила
техники безопасности при холодной обработке материалов.
Важным фактором, ухудшающим условия труда
в механических цехах (участках), является шум, производимый работающим
оборудованием. Важное значение имеет правильное и достаточное освещение
участков и рабочих мест холодной обработки материалов.
Промывка плат производится в изопропиловом
спирте и ацетоне. При использовании спирта и ацетона необходимо учитывать, что
эти вещества являются пожароопасными и вредными для здоровья.
Химическая очистка плат производится растворами
фосфатов (тринатрийфосфат), натриевой соды, натриевой щелочи и др. При
постоянной работе с растворами часты различные хронические поражения кожи.
Весьма опасно попадание даже самых малых количеств NaOH в глаза.
В процессе химического меднения
применяются вредные вещества: серная, соляная, азотная кислоты, хлорная медь,
хлористый палладий, гидроокись натрия, сегнетова соль, трихлорэтилен. Поэтому
необходимо соблюдать требования правил безопасности.
Для травления меди с пробельных участков
плат используется ряд травителей; хлорное железо, персульфат аммония, хлорная
медь, сплав «Розе», хромовый ангидрид с серной кислотой и ряд других являются
токсическими веществами. К работе с этими травителями допускаются лица,
обученные безопасным приемам работы и прошедшие инструктаж на рабочих местах по
работе с вредными и ядовитыми веществами. В случае попадания травителей на кожу
или слизистую оболочку глаз необходимо немедленно обильно промыть их проточной
водой или 0,5—1,0%-ным раствором квасцов и смазать вазелином или оливковым
маслом, а затем обратиться в медпункт.
Работу с травителями следует проводить в
спецодежде (халат, фартук полиэтиленовый, хлопчатобумажные и резиновые
перчатки) и защитных очках. Рабочие места должны быть оборудованы. вытяжной
вентиляцией.
2.5 Изготовление
полупроводниковых приборов и интегральных схем
При изготовлении полупроводниковых
приборов и микросхем проводятся следующие операции: получение мелкодисперсных
порошков германия, кремния и других; получение резистивных сплавов;
легирование; ориентация монокристаллических слитков; резка слитков на пластины;
шлифовка пластин; диффузия; эпитаксия; фотолитография; разделение пластин на
кристаллы; сборка и испытание и др.
При получении мелкодисперсных порошков на
дробильно-размолочном оборудовании могут возникать шум, запыленность, а также
опасность движущихся механизмов и электрооборудования. Поэтому оборудование
должно быть обеспечено шумопоглотителями, герметизирующими приспособлениями,
оградительными устройствами и защитой от поражения электрическим током.
Получение резистивных сплавов на основе кремния
и хрома производят в индукционных печах, поэтому необходимо соблюдать требования
безопасности при работе с индукционнымипечами.
При легировании германия мышьяком в печи
зонной плавки воздушная среда загрязняется мышьяковистым водородом, а при
легировании германия сурьмой - сурьмянистым водородом, которые являются
токсическими. Во время ручной очистки внутренней поверхности печей от
осаждающего германия или кремния и их» соединений может возникать большая
запыленность воздуха рабочей зоны. Во избежание профотравлений печи зонной
плавки должны быть герметическими и оборудованы надежно действующей приточно-вытяжной
вентиляцией с эффективными пылеуловителями.
Проверка ориентации монокристаллических
слитков германия и кремния выполняется методом рентгенографии, основанном на
отражении и дифракции рентгеновских излучений, опасных для работающих. Степень
радиационной опасности при работе с источниками рентгеновских излучений
определяется экспозиционной дозой, энергией излучения и характером облучения
работающих.
Мощность дозы рентгеновского излучения в
любой доступной точке установки на расстоянии 5 см от ее поверхности не должна
превышать 25 мР/ч. Во избежание электротравматизма эксплуатация установок
рентгенографии должна вестись согласно ПТЭ и ПТБ.
При резке слитков и шлифовке пластин могут
быть механические травмы, запыленность воздуха рабочей зоны. Для создания
безопасных и безвредных условий труда резка слитков производится на станках
типа «Алмаз», оборудованных защитными кожухами с окнами из оргстекла. Слитки
полупроводниковых материалов при резке увлажняются водой (эмульсией), при этом
образовавшиеся микрочастицы материала и алмазного инструмента смываются в
отстойники.
Мокрая шлифовка пластин производится на
станках типа МШ-259.
В процессе диффузии опасными и вредными
факторами являются высокая температура и диффузанты (соединения бора, фосфора,
мышьяка и др.). Фосфор, мышьяк обладают большей токсичностью.
В целях безопасности на диффузионных печах
устанавливаются загрузочные и выгрузочные скафандры с местной вытяжной
вентиляцией.
Процессы эпитаксиального наращивания слоев
кремния n-
и р- типа с необходимой концентрацией примесей проводятся на установках
УНЭС-2П-ВМ при температуре 1250—1300° С в потоке водорода. Соединения фосфина с
водородом, арсина с водородом и хлористый водород находятся в баллонах под
давлением 600 кПа. При ведении технологического процесса возникают опасные и вредные
факторы: взрыв водорода, отравление примесями, ожоги, поражение электрическим
током и облучение ЭМП.
При замене баллонов с гидросодержащими
смесями или испарителя с тетрахлоридом кремния необходимо отключать
электропитание и подачу водорода на установку. Заполнять реактор водородом и
его соединениями без предварительной продувки инертным газом категорически
запрещается. Проверку герметичности вентилей и натекателей на линии хлористого
водорода и хлоридной линии, по которой одновременно пропускается хлористый водород
или парагазовая смесь и водород, производится раствором аммиака или лакмусовой
бумажки (наличие белого дымка и покраснение лакмусовой бумажки указывают на
нарушение герметичности системы).
Во избежание отравлений и ожогов
работающие должны обеспечиваться СИЗ (противогаз, резиновые перчатки, защитные
очки и т. п.), а установки должны иметь местную вытяжную вентиляцию. Для снижения
уровня ЭМП высокочастотный генератор должен быть заэкранирован запрещается
работать при открытом индукторе.
В процесс фотолитографии входят операции:
нанесение фоторезиста; термообработка, совмещение и экспонирование; проявление
фоторезиста; травление и снятие фоторезиста и др. При этих операциях работающие
могут подвергаться воздействию различных опасных и вредных факторов:
токсическое воздействие фоторезистов и органических растворителей, поражение
электрическим током, ожог при термообработке; взрыв лампы типа ДРШ от перегрева
и ультрафиолетовое излучение при работе лампы; ожог щелочами и травителями на
основе концентрированных кислот (плавиковая, серная и др.).
Для устранения указанных опасных и вредных
факторов и их воздействия применяются соответствующие мероприятия по охране
труда.
Травление пластин производится в химшкафах
герметического исполнения, облицованных внутри кислотостойкими материалами
(винипласт, фторопласт) и оборудованных бортовыми отсосами со скоростью
движения воздуха 8-10 м/с. Травильные ванны и технологическая оснастка
изготовляются из фторопласта. Работающие на этой операции обеспечиваются СИЗ,
(халаты кислотостойкие хирургические и хлопчатобумажные перчатки,
полиэтиленовые фартуки и нарукавники, защитные очки).
Для снижения опасности производственных
процессов и их сложности химическое травление заменяется плазмохимическим
травлением (ПХТ) на установках типа «Плазма». Установки работают при напряжении
1200 В в ВЧ диапазоне.
Разделение пластин на кристаллы
производится алмазами и алмазными дисками на специальных установках. Опасные и
вредные факторы такие же, как при резке полупроводниковых слитков на пластины.
Многие операции, например, фотолитография,
сборка, визуальный контроль, измерения, требуют значительного напряжения зрения
и являются монотонными, что приводит к быстрому утомлению. Поэтому необходимо
поддерживать оптимальные параметры микроклимата согласно ГОСТ 12.1.005-76,
нормируемые СНиП П-4-79 значения освещения, эргономические требования и
организации рабочего места, а также к режиму труда и отдыха.
Контроль микросхем на электрические
параметры (измерение обратного тока, прямого падения напряжения, емкости, ВАХ,
коэффициента усиления и др.) производится на специальных установках
(«Интеграл», «Волна» и др.), основным опасным фактором которых является
поражение электрическим током.
Испытания на вибропрочность сопровождаются
шумом и вибрацией. Виброустановки должны иметь шумо- и вибропоглотители, а
работающие должны пользоваться СИЗ.
Испытания на срок службы производятся на специальных
стендах. При обслуживании этих стендов необходимо соблюдать требования
безопасности к электроустановкам и радиоэлектронному оборудованию.
Совершенствование технологических процессов
и оборудования, выполнение требований охраны труда позволяет создать безопасные
и безвредные условия труда.
2.6 Изготовление
электровакуумных приборов
Для большинства электровакуумных приборов
(ЭВП) основным материалом внешней оболочки является стекло - газонепроницаемый
и вакуумно-плотный материал, обеспечивающий возможность создания и поддержания
в ЭВП вакуума.
Первичная обработка
стекла.
Процесс подготовки включает в себя сушку, дробление, размол, просеивание и
смешивание отдельных компонентов материалов в требуемых количествах. При
составлении шихты образуется пыль, которая неблагоприятно воздействует на
организм работающих, может вызвать силикоз, так как основным компонентом шихты
(55-80% массовой доли) является кварцевый песок, представляющий собой почти
100%-иую кристаллическую двуокись кремния (SiО2). В состав некоторых
видов шихты (стекло ЗС-4) могут вводиться такие токсические вещества, как
трехокись мышьяка (до 0,1% массовой доли) и свинцовый сурик (до 30% массовой
доли), которые могут вызвать отравление. К числу неблагоприятных факторов можно
отнести сушку компонентов шихты, при которой выделяются мелкодисперсные частицы
размером менее 1 мкм, и варку стекла, при которой выделяются окислы SiО2,
ВаО3 и другие, которые в процессе химического взаимодействия могут
образовывать соли, загрязняющие воздушную среду.
Ряд компонентов шихты и в первую очередь
сода обладают значительной щелочностью и выраженными раздражающими свойствами.
Длительный непосредственный контакт с содой (поташ) и другими компонентами
может оказать неблагоприятное воздействие на кожу и слизистую оболочку, в
результате чего появляется конъюнктивит и поражаются слизистые оболочки верхних
дыхательных путей.
В цехах (отделениях, участках) стекольного
производства санитарно-гигиенические мероприятия в первую очередь должны быть
направлены на обеспыливание. Цех (отделение, участок) располагается в
отдельном, изолированном от других помещении.
Все оборудование (дробилки,
дезинтеграторы, бегуны, мельницы, барабаны-смесители, питатели бункера и др.)
герметизировано и подключено к вытяжной вентиляции.
Выбрасываемый в атмосферу воздух
подвергается двухступенчатой очистке. В качестве первой ступени применяются
циклоны, в качестве второй - матерчатые фильтры любой конструкции или
электроциклоны.
Необходимо уделять особое внимание
безопасности работ с применением мышьяковистого ангидрида и свинцового сурика.
Начальные операции с этими веществами (раскупорка тары, приготовление навесок и
др.) производятся в изолированном помещении, где полы и столы приспособлены для
промывки и систематической влажной протирки.
Взвешивание мышьяковистого ангидрида и
свинцового сурика проводится в вытяжных шкафах. Взвешенную порцию
мышьяковистого ангидрида необходимо сразу же вводить в шихту в составе с
каким-нибудь основным компонентом.
Процессы раскупорки бочек со свинцовым
суриком, его взвешивание и транспортировка должны быть механизированы и гер метизированы. Кюбели, в которых
производится транспортировка свинецсодержащей шихты, постоянно моются. Эти
работы должны проводиться в изолированном помещении с эффективной вентиляцией. Лица,
работающие с мышьяком и свинцом, должны пользоваться СИЗ.
метизированы. Кюбели, в которых
производится транспортировка свинецсодержащей шихты, постоянно моются. Эти
работы должны проводиться в изолированном помещении с эффективной вентиляцией. Лица,
работающие с мышьяком и свинцом, должны пользоваться СИЗ.
При всех операциях подготовки компонентов
и при составлении шихт, содержащих мышьяковистый ангидрид и свинцовый сурик и
связанных с большим выделением пыли, необходимо применять респираторы типа
«Лепесток» (ШБ-1), а также Ф-46-К.
Во избежание отравлений указанными
веществами работающим необходимо соблюдать меры личной гигиены: тщательно мыть
руки и прополаскивать рот перед приемом пищи.
На участках варки и выработки стекла необходимо
обеспечить достаточную и рациональную естественную вентиляцию, рассчитанную на
удаление избытков тепла.
Рабочих горячих профессий необходимо
обеспечивать спецодеждой, которая должна хорошо защищать от перегрева. С этой
целью могут быть использованы стандартные костюмы и обувь для работы в горячих
цехах.
В цехах (участках) и машиино-вавных
отделениях необходимо осуществлять мероприятия по снижению уровня шума.
В производстве кварцевого стекла
санитарно-гигиенические мероприятия должны быть направлены на борьбу с запыленностью.
При вторичной обработке электровакуумного
стекла производятся резка, шлифовка, полировка, химическая обработка, а также
стеклодувные и заварочные работы.
При резке, шлифовке и полировке стекла
рабочий может получить механическую травму от дисковых ножей и шлифовальных
кругов, неблагоприятным фактором также является выделение стекляннной,
наждачной (абразивной), мастичной пыли.
Ручная мойка стеклянных заготовок
осуществляется в нескольких водных растворах, в том числе с добавлением соляной
или плавиковой кислоты. Во время работы руки работающих почти все время
находятся в водном растворе. Это может привести к кожным заболеваниям.
При изготовлении колб воздушная среда
помещения может загрязняться фтористыми соединениями, в частности фтористым
водородом, который оказывает сильное воздействие на верхние дыхательные пути и
может вызвать хроническое отравление.
В процессе зачистки колб, окрашенных
свинцовым кроном, в воздухе может появиться свинцовая пыль.
Стеклодувы, занятые изготовлением крупных
приборов (электронно-лучевые трубки и др.) на горизонтально-сварочных и главным
образом вертикально-сварочных станках, находятся в наиболее неблагоприятных
условиях, так как температура на рабочих местах может превышать 40° С, а
инфракрасное излучение достигает 21 Дж/(см2·мин).
В результате работы газовых горелок может
быть загрязнение воздушной среды продуктами неполного сгорания газа, среди
которых основным компонентом является окись углерода.
При обработке кварцевого стекла образуются
аэрозоли двуокиси кремния. Количество пыли и двуокиси кремния в воздухе рабочей
зоны кварцедувов может превышать ПДК при изготовлении крупногабаритных изделий.
Опасным и вредным фактором на стеклодувных
операциях является шум от газовых горелок. При работе горизонтально- и вертикально-сварочных
станков возникает прерывистый визжащий шум с различными оттенками.
Резка стекла производится на дисковых
ножах (алмазных кругах), при этом нож устанавливается в режущее оборудование
так, чтобы видна была только режущая кромка.
Шлифовка стекла производится на
шлифовальных станках, которые оборудуются кожухами с бортами, защищающими
рабочих от брызг воды и абразивов, а также стоками для удаления абразивной
суспензии.
Отрезные, шлифовальные и полировальные
станки, работающие сухим способом, должны быть обеспечены местными отсосами
пыли.
Помещение для производства работ по
удалению мастики с изделий (применяемой в процессе полировки) должно быть
изолировано от других рабочих помещений и оборудовано приточно-вытяжной
вентиляцией с местными отсосами от моечных установок. Удаление мастики
необходимо производить в специальных нагревательных установках с улавливанием
воска.
Процесс мойки и сушки колб всех видов
должен быть полностью автоматизирован. При необходимости проведения мойки
вручную работающие обеспечиваются кислотощелочестойкими резиновыми перчатками
(арт. 374), а также защитными пастами.
Изготовление и покрытие колб проводится в
вытяжных шкафах. В аналогичных условиях должны проводиться работы по
пульверизапионному нанесению металлов на стекло для получения слоев металла со
стеклом.
С целью создания нормальных
метеорологических условий и ограничения теплового облучения рабочих необходимо
станки, машины с большим числом газовых горелок экранировать, применяя обычное
стекло или другие виды экранов (двухслойные с пропусканием между стенками воды
и т. п.), а также использовать эффективную и рациональную вентиляцию
производственных помещений.
Работа с кварцедувными горелками требует
профилактики ожогов и защиты глаз от интенсивного инфракрасного облучения. Для
защиты глаз кварцедува устанавливается экран со светофильтрами В-1 или В-2 из
стекла марки ТС-1.
Ослабление шума от газовых горелок
является важной проблемой, и пока единственным способом по борьбе с шумом может быть использован из средств индивидуальной
защиты - СИЗ.
быть использован из средств индивидуальной
защиты - СИЗ.
При вторичной обработке электровакуумного
стекла основными оздоровительными мероприятиями являются механизация и
автоматизация всех производственных процессов.
Монтаж внутренней арматуры ЭВП является
наиболее сложной и весьма тонкой работой и поэтому требует большого напряжения,
внимания и точной координации движений. Этот процесс вызывает у работающих
общее утомление и главным образом утомление зрения, так как размеры деталей в
зависимости от типа прибора колеблются от 0,001 до 50 мм.
При расположении монтажных столов между
сборочными машинами, на которых производится открытое сжигание газов
(производство ламп накаливания), к числу неблагоприятных факторов, свойственных
монтажным работам, добавляется еще высокая температура в помещении в сочетании
с действием продуктов неполного сгорания газа.
Оздоровительные мероприятия на участках
монтажа должны быть направлены в первую очередь на предупреждение утомления
работающих. Эти мероприятия достигаются правильной организацией труда, обеспечением
комфорта рабочих мест, созданием рационального и хорошего освещения,
обеспечением нормальных метеорологических условий и правильной организацией
отдыха.
Целесообразнее всего является такая
организация труда, когда весь монтаж разбивается на два и большее число циклов,
каждый из которых включает несколько операций.
Уменьшение и предупреждение утомления при
проведении монтажа ЭВП достигаются также правильным чередованием периодов
работы и отдыха, что осуществляется путем введения специальных перерывов. Во
время перерывов хорошо проводить производственную гимнастику.
Монтажные столы должны способствовать
свободному размещению инструмента и запасных деталей. Высота столов должна быть
не выше уровня свободно поставленных на его крышку локтей работающего. Педаль
аппарата точечной электросварки регулируется таким образом, чтобы усилия,
затрачиваемые на включение аппаратуры, были минимальными.
Важную роль в оздоровлении труда
работающих играет рациональное освещение рабочих мест. На монтажных столах
оборудуется местное освещение люминесцентными лампами, размещенными в
светильниках прямого света (софитах) с внутренней отражающей поверхностью.
Освещенность на поверхности монтажных
столов должна соответствовать требованиям СНиП II-4-79.
Сварочные операции необходимо производить
на монтажных столах с соблюдением правил техники безопасности при точечной
электросварке.
Откачка. Для откачки ЭВП широко
применяются:
а) откачные посты и полуавтоматы с
индукционным нагревом;
б) откачные посты с электротермическим
нагревом;
в) откачные посты с наполнением систем и
приборов водородом;
г) откачные посты со сверхвакуумными
системами и др.
На участках откачки могут быть различные
неблагоприятные воздействия на организм работающих.
Повышение температуры воздуха связано с
длительной работой электропечей, генераторов ВЧ и излучением нагретых приборов.
Загрязнение воздуха окисью углерода
получается в результате образования продуктов неполного сгорания газа при
работе с ручными газовыми горелками (процесс напайки изделия на откачную систему).
ВЧ ЭМП образуются в результате применения
для нагрева изделий токов высокой частоты.
При вакуумной обработке газоразрядных
счетчиков проникающих излучений может иметь место поступление ,в воздух хлора и
газообразного брома (особенно при нарушении целостности баллонов и их
соединений с вакуумной системой).
Ручная и механизированная вакуумная
обработка ртутных ЭВП может сопровождаться выделением паров ртути.
Вакуумная обработка ртутно-кварцевых
приборов включает в себя подачу напряжения на прибор (тренировка разрядом,
создание определенного давления ртутных паров), что сопровождается
возникновением интенсивного ультрафиолетового излучения.
На участке откачки приборов необходимо
проводить оздоровительные мероприятия, направленные в первую очередь на борьбу
с высокой температурой, загрязнением воздушной среды продуктами неполного
сгорания газа, с излучением, а также с электротравматизмом.
Участки изготовления ртутных
электровакуумных приборов располагаются в отдельно стоящих зданиях, а все
сборочные операции, начиная с откачки и кончая контролем, изолированы. При
работе с ртутными приборами необходимо соблюдать те же правила техники
безопасности, что и при работе с ртутью.
Откачка и обработка ртутно-кварцевых
приборов должны производиться в защитных очках марки УФ.
При откачке электронно-лучевых трубок и
подобных приборов предусмотрены мероприятия по защите работающих от осколков,
которые могут образоваться при разрыве прибора во время откачки. С этой целью
откачные посты оборудуются защитными сетками, а рабочие обеспечиваются щитками
ЩН-7.
К выполнению технологических операций на
откачных установках допускаются лица не моложе 18 лет, имеющие стаж работы не
менее 1 года, знающие технологическую инструкцию по обработке приборов,
инструкцию по технике безопасности при работе на откачных установках.
Эксплуатация откачных установок допускается при наличии исправных защитных
средств и приспособлений.
Тренировка ЭВП сопровождается
опасными и вредными факторами.
Одним из основных факторов опасности может
быть поражение электрическим током обслуживающего персонала при нарушении
правил электробезопасности, отсутствии защитных ограждений, блокировочных
устройств и СИЗ.
Испытание высоковольтных ЭВП может
сопровождаться рентгеновскими излучениями.
Тренировка генераторных СВЧ ЭВП
(магнетроны, клистроны, лампы с бегущей волной, лампы с обратной волной,
импульсные лампы) сопровождается излучением электромагнитной энергии СВЧ различного
диапазона волн.
Основными мероприятиями, направленными на
безопасное проведение работ при тренировке ЭВП, являются надежное оборудование
тренировочных стендов и точная организация технологического процесса.
Установки для тренировки должны
соответствовать требованиям ПУЭ и обслуживаться согласно ПТЭ и ПТБ.
При тренировке приборов в режимах генерирования
и усиления ВЧ и СВЧ колебаний напряженность поля и средний поток мощности на
рабочих местах не должны превышать допустимой нормы.
Защита рабочих от действия ЭМП может
осуществляться экранированием источников и рабочих мест.
На тренировочных стендах используется
сжатый воздух для охлаждения приборов, что создает сильный шум. В качестве
основной защиты от шума необходимо применять внутренние и наружные антифоны.
2.7 Изготовление
отдельных приборов и деталей
При производстве отдельных элементов оптических
квантовых генераторов (ОКГ) возможно выделение вредных веществ в воздух. При
приготовлении кристаллов рубина используются такие вещества, как
мелкодисперсная пудра из окиси алюминия и хрома. В производстве алюмоиттриевого
граната наряду с окисью алюминия используются также хром, иттрий, лантан,
церий, неодим, эрбий, лютеций, гадолиний. В производстве рабочего элемента ОКГ
на неодимовом стекле используется неодим. В производстве танталата и ниобата
лития происходит испарение вещества из расплава в тигле. В производстве таких
кристаллов, как дигидроарсенаты рубидия, цезия, калия, дигидрофосфат и
дейтерофосфат калия, используются мышьяк, рубидий, цезий, селен, бериллий.
При изготовлении выходных окон и зеркал
применяются двуокись магния Mg2O, сернистый цинк, полированные
монокристаллы хлористого калия и хлористого натрия. При закреплении окон
используется эпоксидная смола.
Указанные вещества при концентрациях,
превышающих предельно допустимые, могут оказывать вредное действие на здоровье
работающих. Необходимо соблюдать требования безопасности при работе с вредными
веществами.
Тренировка и испытание ОКГ должны
производиться при соблюдении следующих требований правил техники безопасности:
- подсоединение и отсоединение проводников
во всех цепях (линиях) осуществляются только после снятия напряжения и
остаточных зарядов;
- механические, монтажные, сантехнические
и другие работы, необходимость в которых может возникнуть в ходе тренировки и
испытаний, выполняются на недействующем оборудовании;
- замена оборудования (узлов) в ходе
тренировки и испытания производится только после снятия с него напряжения и
остаточных зарядов;
- изделия (приборы), которые имеют
стеклянные оболочки объемом более 2 л и в процессе работы находятся под
давлением, ограждают или помещают в камеры;
- при работе с открытыми устройствами
устанавливаются экраны, ширмы, шторы, предупредительные плакаты, ограждения,
препятствующие проходу людей в зону излучения или в потенциально опасную зону.
При измерении параметров запрещается
смотреть в луч или его зеркальное отражение.
С пути прохождения луча необходимо убрать
случайные предметы, которые могут вызвать отражение луча и попадание его на
оператора.
В помещениях, в которых производятся,
тренируются и испытываются ОКГ, возможно образование озона, окислов азота и
других вредных газов и паров. Для их удаления должна быть предусмотрена
вентиляция, обеспечивающая снижение содержания вредных веществ в воздушной
среде до концентраций, допускаемых санитарными нормами.
Оборудование, содержащее в своем составе
ОКГ, представляет собой разновидность радиоэлектронного оборудования. В связи с
этим при работе с установками, содержащими ОКГ, необходимо соблюдать требования
правил техники безопасности.
Изготовление резисторов. В современной
радиоаппаратуре применяется большое количество различных типов резисторов.
При изготовлении проволочных резисторов
производятся сварка хомутов, намотка проволоки на основание и крепление концов
обмотки методом электродуговой точечной сварки.
Во избежание повреждения рук при намотке
проволоки на механических станках не следует поправлять витки на ходу станка и
касаться руками вращающихся частей. Станки должны снабжаться механизмами для
автоматической остановки при определенном числе витков.
При эксплуатации аппаратов точечной электродуговой
сварки необходимо выполнять соответствующие правила техники безопасности.
Проволочные эмалированные резисторы после
намотки подвергаются техническому контролю на значение сопротивления и
отправляются на участок эмалирования.
В процессе изготовления эмали производится
размол компонентов, просеивание, смешивание, сушка. Эти работы сопровождаются
пылевыделением, поэтому их необходимо проводить в герметичной аппаратуре и в
укрытиях с вытяжной вентиляцией. Приготовленную шихту засыпают в тигель, где плавят
при температуре 970-1000° С. Во избежание чрезмерного теплового облучения
применяют теплоизоляционную защиту.
Покрытие проволочных резисторов производят
методом окунания в пасту, состоящую из механической смеси порошка эмали и воды.
Оплавление эмали производится в туннельной
печи с электрическим обогревом. Туннельные печи обслуживаются с соблюдением
правил техники безопасности при работе с электропечами.
Обслуживание выводов резисторов необходимо
производить в ваннах, оборудованных бортовым отсосом.
В процессе изготовления непроволочных
резисторов, например, типов ВС, УЛМ, УЛН, УНУ, БЛП, МЛТ производится травление
оснований в плавиковой кислоте, которая является ядовитым веществом.
Следовательно, процесс травления необходимо механизировать и обеспечивать
мощной вытяжкой.
Науглероживание оснований производится в
вакуумной установке или в установке с защитной атмосферой азота с соблюдением
правил техники безопасности при работе с баллонами. Основания подвергаются
визуальному контролю, который требует большого напряжения зрения, поэтому
необходимо следить, чтобы освещенность была достаточной.
Изготовление резисторов типа МЛТ методом
вакуумного испарения позволяет улучшить условия труда и повысить
производительность.
Воздух из-под колпака вакуумной установки
откачивается при помощи форвакуумного и диффузионного насосов.
При работе на этой установке необходимо
соблюдать меры предосторожности, предъявляемые к откачным постам.
Металлизированные прецизионные (МГП)
резисторы в процессе изготовления не покрываются защитным слоем эмали, а
герметизируются в металлических корпусах эпоксидной смолой.
При заливке смолой необходимо соблюдать
правила техники безопасности при работе с эпоксидной смолой.
Для изготовления композиционных резисторов
в качестве компонентов проводящей фазы используются порошкообразные
электропроводящие материалы в мелкодисперсном состоянии, главным образом
углерод в виде графита и сажи.
В качестве непроводящих компонентов
используются керамика, стекло, стеклоэмаль. Для инертных наполнителей - двуокись
титана, двуокись циркония, кремниевая кислота, сернокислый барий, тальк,
слюдяная мука, кварцевая пудра, молотое стекло и другие-материалы.
При подготовке связки из фенольных смол
растворителями служат спирты, иногда с добавлением ацетатов. Для алкидных смол
используются растворители бензольного ряда (толуол, ксилол).
Многие из указанных компонентов и
растворителей неблагоприятно воздействуют на организм человека. Следовательно,
при работе необходимо соблюдать правила техники безопасности при ведении процессов,
сопровождающихся выделением пыли и испарениями вредных веществ.
При изготовлении переменных непроволочных
резисторов производятся резка и штамповка гетинакса. Эти работы следует
выполнять, соблюдая правила техники безопасности при холодной обработке
материалов. Суспензия, наносимая на гетинаксовые основания, содержит
большинство компонентов, входящих в состав композиционных резисторов, поэтому
должны соблюдаться такие же правила техники безопасности.
При изготовлении объемных резисторов
производится прессование таблеток из порошков, осуществляемое на автоматах без
подогрева. Далее следует горячее прессование таблеток на прессах двустороннего
действия с подогревом. Эти работы должны проводиться с соблюдением правил
техники безопасности при работе на прессах.
Изготовление конденсаторов. При
изготовлении бумажных конденсаторов производится намотка секций на намоточных
станках, при обслуживании которых во избежание травмирования рук не следует
касаться на ходу станка движущихся частей.
Намотанные секции подвергаются
техническому контролю (номинал емкости, отсутствие короткого замыкания между складками)
на специальном электрооборудовании, которое должно соответствовать ПУЭ и
эксплуатироваться согласно ПТЭ и ПТБ, а также местным инструкциям по технике
безопасности.
Ручная сборка пакетов является трудоемким
процессом и применяется только при изготовлении небольших партий конденсаторов.
При серийном производстве слюдяных
конденсаторов применяются полуавтоматы сборки, которые облегчают труд
работающих и увеличивают производительность труда.
Подпрессовка пакетов производится на
пневматическом прессе с электроподогревом плит пресса. Следовательно, при
подпрессовке необходимо соблюдать правила техники безопасности при работе на
прессах и с электрическими печами. Опрессовка пакетов слюдяных конденсаторов в
пластмассу производится на стационарных гидравлических прессах. Во время опрессовки
может выделяться пыль прессматериала, испаряться бензин при протирке пресс-форм
и повышаться температура на рабочих местах.
Для создания нормальных условий труда при
опрессовке рабочие места оборудуются местной вентиляцией. Пропитка и сушка конденсаторов
производятся в вакуумно-пропиточной установке, которая полностью
герметизирована и механизирована.
Герметизация бумажных и слюдяных
конденсаторов производится методом пайки с применением токов ВЧ. Следовательно,
при пайке необходимо соблюдать правила техники безопасности при работе с
генераторами ВЧ.
Промывка герметизированных конденсаторов в
четыреххлористом углероде, спирто-бензиновой смеси производится в ваннах,
снабженных бортовыми отсосами.
Проверка конденсаторов на герметичность
(бумажных и слюдяных) может проводиться в лучах ртутно-кварцевой лампы и
методом погружения в горячее масло. При работе с ртутно-кварцевой лампой необходимо
применять защиту от облучения ультрафиолетовыми лучами (экранирование лампы).
В процессе пропитки конденсаторов могут
происходить испарения совола, парафина, оказывающих вредное воздействие на
работающих, поэтому пропиточные участки необходимо оборудовать местными
вытяжными зонтами, установленными над автоклавами.
Покрытие конденсаторов пентафталевой
эмалью может производиться окунанием, пульверизацией и вручную - кистью. При
всех способах эта операция должна проводиться в боксах или кабинах, снабженных
мощной вытяжной вентиляцией. Сушится краска в специальных шкафах с
парообогревом, оборудованных вентиляцией.
В массовом производстве стеклокерамических
и стеклоэмалевых конденсаторов созданы механизированные линии, благодаря
которым достигается непрерывность всего процесса и сокращается технологическое
время, необходимое на все операции - от изготовления таблеток до упаковки
готовых конденсаторов, уменьшается доля ручного труда.
Изготовление керамических конденсаторов
отличается только заготовительными операциями, а другие операции подобны тем,
которые применяются при изготовлении слюдяных.
При изготовлении электролитических
конденсаторов применяется химическое и электрохимическое травление фольги.
Химическое травление выполняется на поточных линиях, но недостатком этого
метода является выделение вредных паров из травильной ванны.
Применение электрохимического травления
оздоровляет условия труда. Оно находит широкое применение в производстве
конденсаторов. Пропитка секций конденсаторов выполняется в вакуумно-пропиточных
установках с предварительной сушкой. Пропитанные секции необходимо хранить в
герметично закрывающихся ящиках, заполненных электролитом, чтобы не было
испарения летучих растворителей.
При изготовлении конденсаторов с воздушным
диэлектриком необходимо соблюдать меры предосторожности при холодной обработке
материалов.
Контроль и испытание конденсаторов на
электрические параметры (емкость, тангенс угла потерь, сопротивление изоляции и
др.) проводятся специальными приборами, при этом необходимо соблюдать
требования электробезопасности.
3 Требования техники безопасности к радиоэлектронному оборудованию
Радиоэлектронным называется оборудование,
принцип действия которого основан на использовании радиотехнических устройств,
электронных, ионных, полупроводниковых и квантовых приборов.
Безопасность работ с радиоэлектронным
оборудованием и содержание его в исправном состоянии регламентируются Правилами
техники безопасности и производственной санитарии в электронной промышленности
(ПТБ и ПСЭП), ПТЭ и ПТБ при эксплуатации электроустановок потребителей.
Лицам, допускаемым к работам с
радиоэлектронным оборудованием, присваиваются II—V квалификационные группы по
технике безопасности, соответствующие ПТБ и ПСЭП , одновременно с проверкой
знаний ПТЭ и ПТБ.
По обеспечению мер безопасности и
организации условий работы радиоэлектронное оборудование разделяется на
малогабаритное и крупногабаритное.
К малогабаритному радиоэлектронному
оборудованию относится оборудование одноблочного и многоблочного исполнения,
которое по своей массе и габаритам может быть размещено на рабочем столе
(верстаке) или на тележке около него, а также стойки с вставными блоками
размерами в плане не более 700X700 мм.
К крупногабаритному относится
однокорпусное, многокорпусное и безкорпусное оборудование, состоящее из одного
и более блоков, которое устанавливается на полу.
Монтаж радиоэлектронного
оборудования. Изготовление каркасов, шасси оборудования на
слесарно-механических участках необходимо проводить с соблюдением требований
техники безопасности при холодной и горячей обработке металлов.
При монтаже радиоэлектронного оборудования
следует соблюдать требования электробезопасности и работать только исправным
электроинструментом (электродрелью, электропаяльником) .
При работе с электродрелью необходимо
применять диэлектрические резиновые перчатки.
Электропаяльник и лампы для местного
освещения необходимо применять напряжением не более 42 В. Для понижения
сетевого напряжения 220 и 127 В до 42 В следует применять понижающий
трансформатор. Один конец вторичной (понижающей) обмотки трансформатора и
металлический кожух необходимо заземлять (занулять).
При запитывании аппаратуры от цеховой сети
следует применять штепсельные разъемы. В случае неисправности в сетевой
проводке необходимо вызвать электромонтера.
При монтаже радиосхем запрещается:
- проверять на ощупь наличие напряжения и
нагрев токоведущих частей схемы;
- применять для соединения блоков и
приборов провода с поврежденной изоляцией;
- производить пайку и установку деталей в
оборудовании, находящемся под напряжением;
- измерять напряжения и токи переносными
приборами с неизолированными проводами и щупами;
- подключать блоки и приборы к
оборудованию, находящемуся под напряжением;
- заменять предохранители во включенном
оборудовании;
- работать на высоковольтных установках без
защитных средств.
Экспериментальные работы. Экспериментальные работы
заключаются в макетировании и обследовании радиоэлектронного оборудования, а
также проверке работоспособности экспериментального образца изделия электронной
техники (электронного, ионного прибора, квантового генератора и т. п.).
Эксперименты проводят не менее 2 человек -
инженерно-технический работник с квалификационной группой по технике
безопасности (ТБ) не ниже IV и высококвалифицированный рабочий с группой по ТБ
не ниже III.
Место проведения экспериментальных работ
должно быть обеспечено временными ограждениями, экранами и защитными
средствами.
Оборудование, применяемое в эксперименте,
должно присоединяться к отдельному электрощиту или отдельной группе предохранителей
электрощита, имеющего общее отключающее устройство. Провода, применяемые для
наружного соединения приборов и оборудования, должны заключаться в
металлические заземленные (зануленные) оболочки. При напряжении до 500 В
допускается применение шланговых проводов и кабелей.
Наладка макетов радиоэлектронного
оборудования проводится так же, как и действующих образцов. Следует учесть,
если для исключения наводок и помех на работу налаживаемого макета требуется не
заземлять его корпус, то наладку следует вести с применением защитных средств.
В радиоэлектронном оборудовании,
предназначенном для различных видов технологической обработки изделий
электронной техники, должно быть предусмотрено для этого место (рабочая камера,
гнездо, панель и т. п.), оснащенное защитой персонала.
Наладка оборудования. Наладка
крупногабаритного радиоэлектронного оборудования производится бригадой в
составе не менее 2 человек, возглавляемой инженерно-техническим работником или
высококвалифицированным наладчиком, имеющим группу по ТБ не ниже IV. Члены
бригады должны иметь группу по ТБ не ниже III.
Наладка малогабаритного оборудования может
производиться одним наладчиком, имеющим достаточную производственную
квалификацию и группу по ТБ не ниже IV (при напряжении до 1000 В — не ниже
III), в присутствии вблизи налаживаемого оборудования второго лица, имеющего
группу по ТБ не ниже III.
Проведение наладочных работ допускается на
участках, специально предназначенных, а также в производственных помещениях,
где разрабатывается и эксплуатируется оборудование. При этом исключается
пребывание лиц на рабочих местах, не допущенных к наладке. На рабочих местах
должны применяться ограждения.
Для наладки малогабаритного оборудования и
отдельных вставных блоков крупногабаритного оборудования необходимо
организовать рабочее место: специально оборудованный рабочий стол (верстак) и
свободная часть площади около него, предназначенная для размещения
налаживаемого оборудования (стоек с вставными блоками и оборудования,
смонтированного на спецтележках), контрольно-измерительной аппаратуры и
нахождения самого наладчика.
На каждом рабочем месте разрешается
одновременно налаживать одну единицу оборудования.
Рабочий стол должен быть выполнен из
диэлектрического материала (дерево, пластик и т. п.), иметь полки для
размещения контрольно-измерительной аппаратуры, а также источников питания и
оборудован отдельным электрощитком с общим выключателем, предохранителями
(автоматами), сигнальной лампой (вольтметром), утопленными штепсельными
гнездами и шиной защитного заземления (зануления) с винтовыми зажимами.
Наладку вставных блоков крупногабаритного
оборудования разрешается производить на месте его размещения, если невозможно
налаживать блоки отдельно. При этом допускается использовать любой механически
прочный стол или специальную подставку из диэлектрического материала.
Для электропитания
контрольно-измерительной аппаратуры может быть использован переносный
электрощиток, удовлетворяющий требованиям стационарного, или переносная
штепсельная колодка, выполненная из механически прочного изоляционного
материала с утопленными гнездами, встроенными предохранителями и клеммами для
заземления (зануления).
При наладке вставного блока под
напряжением все работы на других токоведущих частях налаживаемого оборудования должны
быть прекращены, токоведущие части ограждены. Одновременная наладка под
напряжением нескольких блоков запрещается. Выявлять и устранять дефекты в
электросхеме (монтаже), заменять детали разрешается только после полного снятия
напряжения с оборудования и проверки отсутствия остаточных зарядов с помощью
заземленного разрядника.
Для измерения параметров электрической
схемы с помощью контрольно-измерительной аппаратуры разрешается извлекать налаживаемое
оборудование из корпуса, открывать двери, снимать ограждения (обшивку) в местах
подключения измерительной аппаратуры, замыкать накоротко блокировку. При этом
необходимо выполнять следующие требования безопасности:
- все подготовительные работы,
присоединение измерительной аппаратуры должны производиться после снятия напряжения
и проверки отсутствия остаточных зарядов;
- до подачи напряжения металлические
корпуса оборудования и измерительной аппаратуры должны быть заземлены
(занулены). Если заземление вносит искажения (наводки), то допускается работа
без заземления, но с применением временных ограждений, предостерегающих
плакатов и защитных средств;
- места расположения и подключения
контрольно-измерительной аппаратуры в электрические цепи с напряжением выше
1000 В следует оградить и вывесить предостерегающие плакаты, оставив лишь
доступ к органам управления.
В процессе наладки оборудования с
напряжением до 1000 В допускается присоединение измерительных приборов без
снятия напряжения.
Измерения могут производиться при снятом
ограждении (кожухе) путем касания точек схемы проводом, идущим от
измерительного прибора и оканчивающимся штекерным наконечником из твердого
изоляционного материала с металлическим электродом длиной не более 1—2 см.
Другой провод от измерительного прибора до начала измерений должен
присоединяться к корпусу налаживаемого оборудования.
Регулировку подстроечных элементов,
размещенных внутри оборудования с напряжением до 1000 В, следует производить
монтерским инструментом с изолирующими ручками или специальным инструментом,
удовлетворяющим ТУ.
В оборудовании с напряжением выше 1000 В
регулировка должна выполняться с помощью основных защитных средств. При этом
руки наладчика не должны приближаться к токоведущим частям на расстояние,
меньшее длины изолирующей части применяемого защитного средства.
В отдельных случаях для выявления
дефектов, которые не могут быть обнаружены при снятом напряжении (искрения,
перекрытия, пробои и т. п.), разрешается вести наблюдение за находящимися под
напряжением элементами оборудования через открытые двери или снятые ограждения (кожух).
При этом разрешается закорачивать защитные блокировки и застопоривать в
разомкнутом состоянии механические заземлители. В данном случае наладчик,
производящий подачу напряжения, должен видеть всех членов бригады и
предупредить их о подаче напряжения. При невозможности выполнения этого условия
открытые токоведущие части оборудования временно ограждаются с
предостерегающими плакатами.
Если в налаживаемом оборудовании имеются
электролитические конденсаторы напряжением выше 100 В, то такое оборудование необходимо
располагать так, чтобы эти конденсаторы не находились против лица наладчика и
не были обращены в сторону соседних рабочих мест. При невозможности выполнения
данных условий следует применять со стороны соседних рабочих мест ограждения, а
наладчик должен быть в полумаске из оргстекла. Все это защищает наладчика от
ожогов электролитом разорвавшегося электролитического конденсатора.
По окончании наладки оборудование должно
быть приведено в рабочее состояние (сняты закоротки с защитных блокировок, введены
в действие механические заземлители, поставлены на место снятые обшивки, убраны
временные защитные ограждения и экраны).
Исправность действия блокировки и
механических заземлителей должна проверяться трехкратным включением
оборудования и открыванием блокированных дверей (снятием ограждений).
Начало и окончание наладки
радиоэлектронного оборудования оформляются в программе работ.
Управление оборудованием. При управлении
радиоэлектронным оборудованием в процессе изготовления, обработки, измерения и
испытания изделий и их деталей производятся следующие операции:
- установка (снятие) изделий на места их
обработки, испытания;
- соединение (отсоединение) изделия с
электрической и технологической частью оборудования;
- установка и снятие вспомогательных
узлов;
- включение и отключение оборудования, а
также манипуляция органами управления на наружных панелях и пультах управления
оборудования;
- измерение параметров режимов работы
оборудования и обрабатываемого изделия.
К управлению радиоэлектронным
оборудованием допускаются инженерно-технические работники и рабочие:
- без квалификационной группы по ТБ на
таком оборудовании, в котором нет электрических цепей и устройств напряжением
переменного тока выше 12,6 В или постоянного тока выше 100 В и появление
напряжений более указанных значений исключено даже в аварийных случаях;
- имеющие группу I по ТБ, если при
выполнении технологических операций не требуется производить работы внутри
оборудования (кроме рабочей камеры). При этом конструктивным исполнением
оборудования, применением блокировок и заземляющих устройств должно быть
исключено соприкосновение с находящимися под напряжением или отключенными, но
незаземленными токоведущими частями оборудования и обрабатываемого изделия;
- имеющие группу по ТБ не ниже III, если при
выполнении технологических операций требуется проникать внутрь оборудования
через двери, снабженные блокировкой.
Организацию работ по управлению
оборудованием и надзор за безопасным их выполнением осуществляет
административно-технический персонал участка, где выполняются эти работы.
Группа по ТБ этого персонала должна быть не ниже IV, а при напряжении до 1000 В
— не ниже III.
К управлению оборудованием персонал
приступает лишь после предварительного осмотра оборудования и проверки
исправности действия защитных устройств (блокировки, механических заземлителей)
рабочей камеры. Исправность их действия определяется по показаниям
измерительных приборов и сигнальным лампам.
Установку и снятие обрабатываемого
изделия, соединение и отсоединение его с электрической и технологической частью
оборудования и другие вспомогательные операции можно выполнять только после
снятия напряжения с оборудования и проверки отсутствия остаточных зарядов на
токоведущих частях, с которыми может произойти соприкосновение. Проверка отсутствия
остаточных зарядов производится ручным заземленным разрядником.
Включение и отключение оборудования должно
производиться выключателями и штепсельными разъемами, размещенными на пультах
(панелях) управления.
При измерениях параметров режимов работы
оборудования и обрабатываемого изделия необходимо соблюдать следующие
требования:
- не проникать к приборам, вмонтированным
под защитные стекла и сетки, не снимать ограждающие их приспособления;
- приборы переносного типа размещать на
рабочем столе, полках или выдвижных столиках оборудования. Держать
измерительный прибор в руках или на коленях запрещается;
- осциллограф и другие аналогичные приборы
размещать на специальных тележках, в стеллажах или нишах оборудования;
- до включения в электрическую сеть заземлять
(занулять) металлические корпуса переносных измерительных приборов;
- при отключении приборов провод защитного
заземления отсоединить в последнюю очередь.
Техническое обслуживание
и ремонт
радиоэлектронного оборудования осуществляется оперативно-ремонтным персоналом
участка, где эксплуатируется это оборудование, согласно ПТБ и ПСЭП.
Список использованных
источников
1. Безопасность
жизнедеятельности. Безопасность технологических процессов и производств./
П.П.Кукин : учеб. пособие – изд. 2-е испр. и доп. - М.: Высш. шк., 2001. –
319с.
2. Безопасность
производственных процессов/ Под общ. ред. С.В.Белова. – М.: машиностроение,
1985. – 448с.
3. Денисенко Г.Ф. Охрана
труда: Учеб. пособие. – М.: Высш. шк., 1985. – 320с.
4. Козьянко А.Ф.,
Морозова Л.П. Охрана труда в машиностроении: Учеб. – М.: машиностроение, 1990.
– 256с.
5. Охрана труда в
машиностроении: Учебник. – М.: Высш. шк, 1980. – 294с.
6. Охрана труда в радио-
и электронной промышленности. – 2-е изд. перераб. и доп./ С.П. Павлов. – М.:
Радио и связь, 1985. – 200с.
7. Охрана труда в
радиоэлектронной промышленности./ Горбец А.И. – М.: Радио и связь, 1986. –
190с.
8. Охрана труда и
окружающей среды в радиоэлектронной промышленности/ К.Н. Ткачук, Р.В. Собарно:
Учеб. пособие. – К.: Высш. шк. Головное изд-во, 1988. – 240с.